daisy
daisy  December 24,2025
December 24,2025
Emissions from combustion systems have been regulated by local and federal governments since the early 1960’s, and policies have continued to tighten since then. While California and Texas were the first states to implement these stringent regulations, other areas of the country continue to follow suit and today, many companies enact their own environmentally focused initiatives that include the reduction of air pollution from combustion sources and elsewhere.
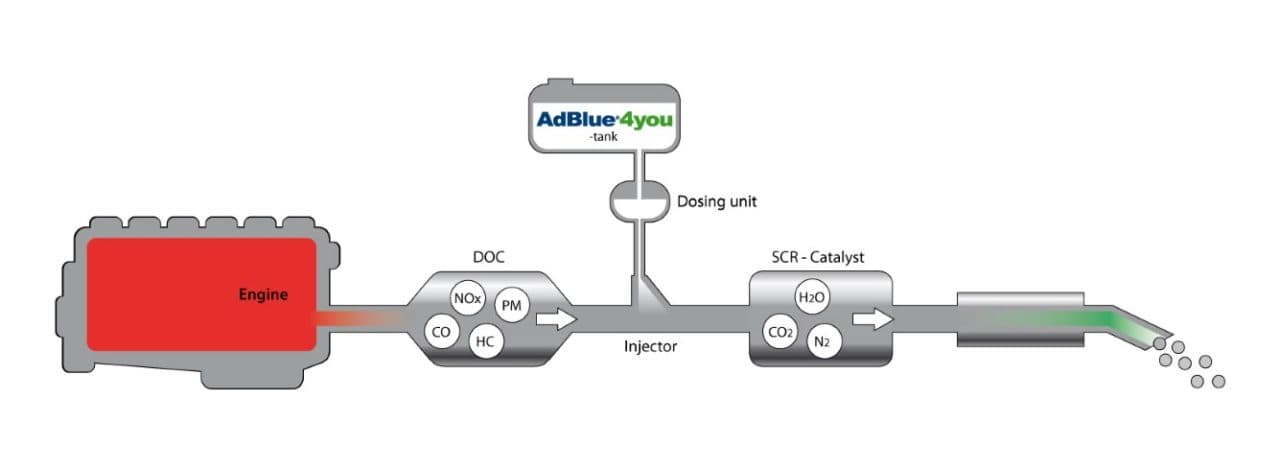
Selective Catalytic Reduction (SCR) is a post-combustion NOx control technology that has been utilized widely for emissions reduction. SCR accomplishes this through a chemical reaction that separates the NOx into harmless nitrogen and water, thereby reducing overall NOx emissions. Similarly, CO and VOCs can also be reduced through catalytic means in the same structure, making SCR the ideal choice for multi-pollutant reduction.
SCR Technology has been proven to reduce emissions, increase energy efficiency, and provide an immediate ROI without impairing equipment performance. Typical users can save substantial energy costs from not having to resort to flue gas recirculation (FGR), a technique that requires a larger fan motor and additional electrical power. And with increased efficiency and a decreased carbon footprint, the CataStak™ SCR System may help your facility qualify for additional energy rebates through local utility programs.
The major subsystems of the CataStak include:
1. An insulated reactor housing with custom inlet and outlet transitions, mounted in the exhaust stack of the boiler.
2. A low-temperature SCR catalyst, designed to provide optimum contact between the flue gas and the catalyst. This results in the highest level of NOx conversion with minimal pressure drop.
3. A complete ammonia or urea supply skid, typically consisting of a flow control valve, stainless-steel piping manifold with pressure regulator and valving, dilution air blower, control panel with a PLC controller, necessary safety interlocks and components for automatic operation, and either a storage rack for 3-150 lb. anhydrous ammonia gas cylinders or a urea day tank.
4. Ammonia injection grid or direct injection nozzles for urea.
The modular design of the CataStak makes field installation both possible and practical. It offers versatility with either
vertical or horizontal orientation options, based on available space. Installation on existing equipment is accomplished easily with minimum process interruptions, and due to its ability to self-regulate, the system requires little operator intervention.
With over 200 successful installations, the CataStak is designed for use with package boilers, fired heaters, gas turbines, and other fired equipment applications.
Who said emissions compliance was a costly challenge? Choose the CataStak for “Emissions Compliance, Without Compromise”.
SOURCE: BIC MAGAZINE
LINKS

20 years to keep your truck moving
Follow us